Almondco Australia of Renmark in South Australia, as part of an upgrade of its processing facilities, has installed five Cablevey Conveyor systems. AF Systems is US-based Cablevey Conveyors’ local partner for the distribution of the “soft and gentle” tubular drag conveyor.
Almondco Australia is one of Australia’s largest almond processing and packaging companies, handling around 10,000 tonnes of almonds a year – or 40 per cent of Australia’s crop – at its state-of-the-art Renmark plant. The company was recently judged South Australia’s Exporter of the Year at the Premier’s Food Awards.
In 2007 Almondco began to explore options for the upgrade of its processing plant, which was based around bucket elevators and vibratory feeders. This configuration was prone to dust and noise, wasn’t particularly kind to the company’s products, suffered from cross-contamination, and had high maintenance costs.
A major expansion was another reason for Almondco to reconsider its plant and equipment.
“In 2007 we handled 8000 tonnes, we now do 10,000 tonnes and by 2015 we’ll handle 30,000 tonnes,” explained Craig Haskard, project coordinator, Almondco Australia. “The previous methods wouldn’t be able to cope with this big increase in product throughput, so we set about automating the plant from one end to the other.”
When assessing its options Almondco considered a pneumatic system, but at the Auspack 2007 packaging exhibition in Melbourne the company met Steve Ives of Cablevey Conveyors and Bob Abra of AF Systems.
Talks continued between the three companies for some time, with Almondco sending almond products to AF Systems for testing some six months after Auspack.
Later in the year Brenton Woolston, general manager of Almondco, visited the USA to look at Cablevey Conveyors systems in operation at two Californian almond ranches, and to continue talks with Cablevey Conveyors.
In 2007, Almondco began to explore options for the upgrade of its processing plant, which was based around bucket elevators and vibratory feeders.
The Cablevey conveyor is billed by its Iowa-based manufacturer as a slow-running, dust-free, “soft and gentle”, quiet, tubular conveyor system. Systems can convey up to 35 cubic meters (1240 cubic feet) an hour – 22.5 tonnes.The Cablevey conveyor system can handle powders, chunks, flakes, pellets, pills, parts, shavings, crumbles, granules, fluff, regrind and dust. Numerous layouts are available using multiple inlets and outlets, and Cablevey Conveyors says its systems can replace bucket elevators, screw conveyors, pneumatic and aero-mechanical systems.In practice, using a Cablevey conveyor, the material to be transported falls in between the cable’s plastic discs, which gently and steadily glide the material through the tube without using air and without damaging the material. Cablevey’s sections of clear plastic tubing allow for easy inspection, and adjustment of speed to smooth throughput.
In 2008, following Brenton Woolston’s US trip, Almondco purchased five 150mm-diameter Cablevey systems and in September 2008 these were shipped to Renmark, with equipment arriving over the Christmas period.
The systems were designed by Craig Haskard on CAD, and installation by his team commenced almost immediately. Commissioning of the first three systems – used to handle natural almond product – was carried out in late January with the assistance of Bob Abra of AF Systems. Commissioning of the last two systems, used to handle blanched almond products, took place in late February.
The drive unit and tension turnaround unit are made of 304 stainless steel, with variable-speed SEW motor gearbox combinations. The turnaround units have a tension take-up adjustment and safety shut off that turns the conveyor off in the event of problems.

System 1 showing close-up of clear inspection tubes on preliminary start up.
The conveyor tube is of 150mm-diameter, 11 gauge, 304 stainless steel with compression couplers and gaskets. The system capacity is up to 35 cubic meter per hour.
The Cablevey conveyor is billed by its Iowa-based manufacturer as a slow-running, dust-free, “soft and gentle”, quiet, tubular conveyor system.
The conveyor cable is preformed 6 x 31 extra-flexible woven 5.7mm-diameter nylon coated cable. According to AF Systems, this hi-fatigue aircraft cable meets the specification requirements of aircraft manufacturers, and the US Federal government and military. 304 stainless steel cable is also available for other applications.
The discs are of ultra high molecular weight plastic and attached to the ultra high flex cable every 150mm.
A number of different types of cleaning scrapers (poly-urethane wiper, wire brush or stainless steel disk), can be used to clean the inside of the tube depending on the type of material being conveyed. Air knifes can also be used to clean the cable and disk where necessary.
The configuration of Almondco’s five systems is as follows:
1. Horizontal (3.5 meters), vertical (11 meters), horizontal (10 meters)
2. Low line horizontal (3.5 meters), vertical (two meters), horizontal (12 meters)
3. Inline (18 meters)
4. Horizontal (two meters), vertical (three meters), horizontal (two meters)
5. Horizontal (2mt), vertical (3mt), horizontal (2mt)
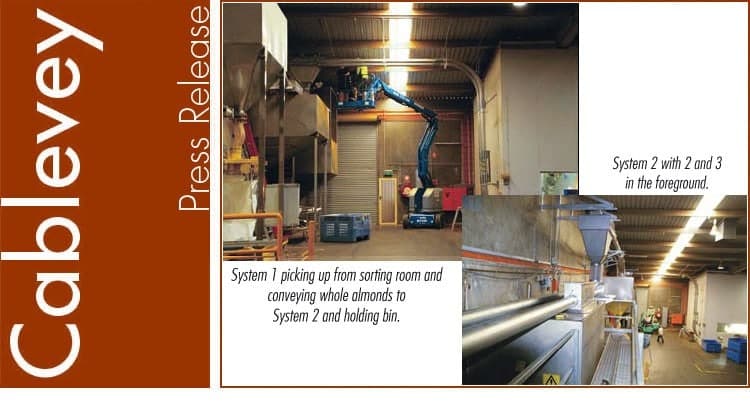
In system No 1, material is introduced via the inlet (gravity feed) and carried to the first sweep, which transfers from a horizontal plane to a vertical plane. On reaching a height of approximately 11 meters, a 90-degree sweep changes direction to horizontal again, after which the nuts are discharged into a hopper via a rotary valve, or carried on to the discharge head for transfer to the next Cablevey system (No 2).

System 3 looking towards drive at end of system.
In system 2, material is introduced via the inlet (gravity feed) and carried to the first sweep which transfers from a horizontal plane to a vertical plane. On reaching a height of approximately two meters a 90-degree sweep changes direction to horizontal again where the nuts are carried along to a hopper and discharged via a rotary valve or carried on to the discharge head for transfer to the next Cablevey system (No 3).
In system 3, material is introduced via the inlet (gravity feed) and carried horizontally over a distance of 18 meters to various hoppers. The air operated rotary valves are opened and closed from ground level, and are designed to operate without causing any damage to the material being conveyed.

Conveying in the horizontal, System 3 is mounted above the holding hoppers.
Systems 4 and 5 are stand-alone units used for conveying blanched almonds to an electronic sorter, with reject material being passed to a vibratory feeder and good product being transferred to the second Cablevey system.
Cablevey Conveyors and its Australasian distributor, AF Systems, will be displaying Cablevey conveying equipment at Auspack 2009, from June 16-19 in Sydney, and at Bulkex 2009, from August 4-6 in Brisbane.
Cablevey Conveyors has systems installed in a variety of major US food production plants for companies including PPG Industries, Syngenta, Monsanto, Pan American Grain (rice), Maxwell House (coffee), Folgers (coffee), Kraft (tea), Mars (pet care), Pioneer (grain), Hales Ales Brewery and Paramount Farms (nuts).




