
With the demand for food products rising, the need for high-capacity conveyors in food processing also increases. Conveyors play an important role in this type of processing, as they are responsible for transporting these delicate products from one stage of production to the next. In order to keep up with the demand, food manufacturers need to have conveyor systems that can move large quantities of products quickly and efficiently.
Understanding the Impact of Conveyor Capacity and Throughput in the Expanding Food Industry
The food industry can be broadly broken down into the following categories: fresh food, processed food, and pet food. Statista predicts that the market will grow at a compound annual growth rate (CAGR) of 6.72% from 2022 to 2027 to reach $11.99 trillion by 2027. The largest segment of this market is the Confectionery & Snacks category, projected to reach the value of $2 trillion in 2027.
In fact, according to our State Of Conveying report, 26% of food processing facilities list volume per hour as one of the main considerations when choosing a new conveyor system. This means that conveyor capacity and throughput are some of the most important factors to consider when selecting a conveyor for a food processing application. In this blog post, we will take a closer look at conveyor capacity and throughput and how they can impact your food processing operation.

What Is Conveyor Capacity?
The capacity of a conveyor is the maximum amount of product that it can transport in a given period of time. The capacity is usually measured in weight per hour (such as lb/h or kg/h) or volume per hour (such as ft3/h or m3/h). There are several different factors to take into account when calculating conveyor capacity:
- Type of product being conveyed – material characteristics such as size, shape, and density will all play a role in determining the capacity of the conveyor.
- The size of the conveyor also plays a role in its capacity. A larger conveyor will typically have a higher capacity than a smaller one.
- Speed of the conveyor – a slower conveyor will have a lower capacity than a faster conveyor.
- The type of conveyor will also have an impact on capacity. For example, a bucket elevator typically has a higher capacity than a pneumatic conveyor for conveying some types of materials.
Many more factors can contribute to the capacity of a conveyor, but these are some of the most important considerations.
How Is Conveyor Capacity Calculated?
Different types of conveyors have different capacity-calculation methods. For example, the capacity of a belt conveyor is calculated using the following formula:
Q = ρ * A * v
Q – conveyor capacity in kg/s or lb/s
ρ – material density in kg/m3 or lb/ft3
A – cross-sectional area of the material in m2 or ft2
v – belt speed in m/s or ft/s
If you’re not using a conveyor belt system but rather a different type of conveyor, you will need to consult the specific capacity-calculation method for that type of conveyor. In general, it is always best to turn to a professional conveying company for assistance in calculating the capacity of your conveyor system. They will have the experience and expertise to take all of the necessary factors into account and calculate the most accurate conveyor capacity for your needs.

What Is Conveyor Throughput?
Throughput is defined as the number of products that can be conveyed through a given point in a period of time. If capacity represents the maximum amount that a conveyor can transport, then the throughput is the actual amount that is being transported.
For products that can be counted as individual units, such as cans or packages, throughput is typically measured in units per hour. For dry bulk material (bulk solids), throughput is typically measured in weight per hour or volume per hour, much like capacity is. Conveyor capacity and throughput are not the same things, but they are closely related. The capacity of a conveyor is usually represented by its maximum throughput capacity.

Why Are Capacity and Throughput Important?
Aside from knowing how much product your conveyor can transport in an hour, why are capacity and throughput important? It turns out that both capacity and throughput are essential for running and growing your business. Here’s why:
- Capacity and throughput can help you determine whether you need to upgrade your conveyor system. If your conveyors are running at or near capacity, it may be time to consider an upgrade. This is especially true if you’re experiencing frequent downtime or other production issues due to your conveyor system.
- Capacity and throughput can also help you troubleshoot problems with your conveyor system. If you’re not getting the throughput you expect, it could be due to an issue with your conveyor. By troubleshooting and addressing the problem, you can improve your overall production.
- Lastly, capacity and throughput can help you optimize your conveyor system. By understanding your system’s capacity and throughput, you can make changes to improve efficiency and optimize your production.
All of these factors lead to higher productivity, lower costs, better product quality, and improved profitability. So, if you’re not already tracking your conveyor system’s capacity and throughput, now is the time to start!

How to Increase Conveyor Throughput
If, after careful consideration, you’ve determined that your conveying system needs improvement, there are a few things you can do to increase throughput.
In production, bottlenecks are areas where product flow is hindered or stopped. When it comes to conveyors, bottlenecks can be caused by a variety of factors, including improper alignment, inadequate belt tension, inadequate conveyor cleaning, or material buildup. To find bottlenecks in your system, start by observing the conveyor in action. Look for areas where the food product is not moving smoothly or is coming to a stop. These areas are likely bottlenecks that need to be addressed.
Buffering is the process of temporarily storing products on the conveyor so that they can be released in a controlled manner. This is often done using buffers, which are devices that store products until they can be released. Buffering refers to storing products or material until it is needed by the next machine in the production line.
Accumulation is a similar concept, but it refers to storing products after they have been processed. This is often done using an accumulation conveyor, which is a conveyor with the ability to stop and start intermittently. Both buffering and accumulation can help increase throughput by reducing or eliminating downtime due to product congestion. They ease the flow of products through the system and help keep the conveyor running smoothly.
Another way to increase conveyor throughput is to adjust the speed of the conveyor. This can be done using a variable frequency drive (VFD), which is a device that adjusts the speed of an electric motor. Increasing the speed of the conveyor will typically increase throughput. However, it’s important to note that there is a point of diminishing returns, where increasing the speed will no longer have a positive impact on throughput. This is due to the fact that there are limits on how fast products can be moved through the system.
It’s also important to consider the type of product you’re conveying when adjusting conveyor speed. Some products may be delicate and require a slower conveyor speed to prevent damage. Generally, it’s best to start by conveying products at a slower speed and then gradually increase the speed until you reach the desired throughput (but not at the expense of material integrity).
It is expected that your conveyor operators are properly trained on how to use the system. However, if they are not, this could be a major contributor to low throughput. Improperly trained operators can cause a number of problems, including:
- Not understanding the importance of line speed and how it affects throughput,
- Feeding product onto the belt conveyor system too slowly or too quickly,
- Not knowing how to troubleshoot common problems.
All of these things can lead to a decrease in throughput. If your operators are not properly trained, take the time to train them on how to use the system correctly. This will help improve overall throughput and prevent production issues.
Not Everything Is About Size and Speed
When faced with the problem of low throughput, many people immediately think that the solution is to increase the size or speed of the conveyor. However, this is not always the case. In fact, increasing the size or speed of your bulk material handling equipment can actually make things worse.
Increasing the size of your conveyor frame essentially means investing in a new, larger system. If your business is not yet ready for this undertaking, it can lead to a lot of wasted money, not only on the initial investment but also on the ongoing costs of operating a larger system.
A high-speed conveyor can also be problematic. If your product is not designed to handle the increased speed, it can lead to damage or even breakage. This is especially true if you are dealing with fragile materials, such as nuts, snack foods, breakfast cereal, specialty grains, pet food, and more. Taking all of this into account, it is vital to determine if increasing your conveyor system’s size or speed is the best solution to your throughput problem. In many cases, it is not.
What Is the Best Conveyor to Use in Food Processing?
After all this talk about capacity and throughput, the question remains: what is the best conveyor to use in food processing? The answer, unfortunately, is that there is no one-size-fits-all solution. The best conveyor for your food processing operation will depend on several factors, including the following:
- The type of product you are conveying,
- The speed at which you need to convey the product,
- The environment in which the conveyor will be used,
- Your budget and much, much more.
However, when it comes to specific material types, such as frozen food, dry pet food, snack food, nuts, coffee beans, breakfast cereals, and similar, one conveyor type stands out among the rest: the tubular drag conveyor.

The Challenges That Tubular Drag Conveyors Will Overcome
Why are tubular drag conveyors ideal for food processing? Before diving into all the particulars of a tubular drag conveyor system, we have to look at the biggest conveying challenges unique to food processing. These are the following:
- Contaminants: Anywhere there is food, there is the potential for contaminants. This could be anything from water or moisture to physical debris, dust, or even pests. As such, it is vital that your conveyor system can prevent both contamination and cross-contamination.
- Sanitation: In order to comply with food safety regulations, your conveyor system must be easy to clean and sanitize. This means that it should have smooth surfaces, few nooks and crannies, and be made of materials that can withstand regular cleaning with harsh chemicals.
- Fragile materials: Many food products are quite fragile, especially when they are in a dry or semi-dry state. This means that they can easily be damaged or broken if they are not conveyed carefully.
Additional challenges in food conveying are shown in the table below.
| Issue | Description |
| High energy consumption | In the interest of both cost savings and sustainability, it is important to choose a conveyor system that is energy-efficient. |
| High noise levels | Any conveyor system used in food processing must be quiet enough not to disturb the senses of those working nearby. This is important for both safety and productivity. |
| Dust generation | Many food products, especially when they are in a dry or powdered state, have a tendency to generate dust. This dust can not only contaminate the product, but it can also be a health hazard for the facility workers. |
| Downtime due to maintenance | Any downtime, no matter how short, can have a significant impact on food processing operations. As such, it is important to choose a conveyor system that is reliable and requires little maintenance. |
Advantages of Tubular Drag Conveyors
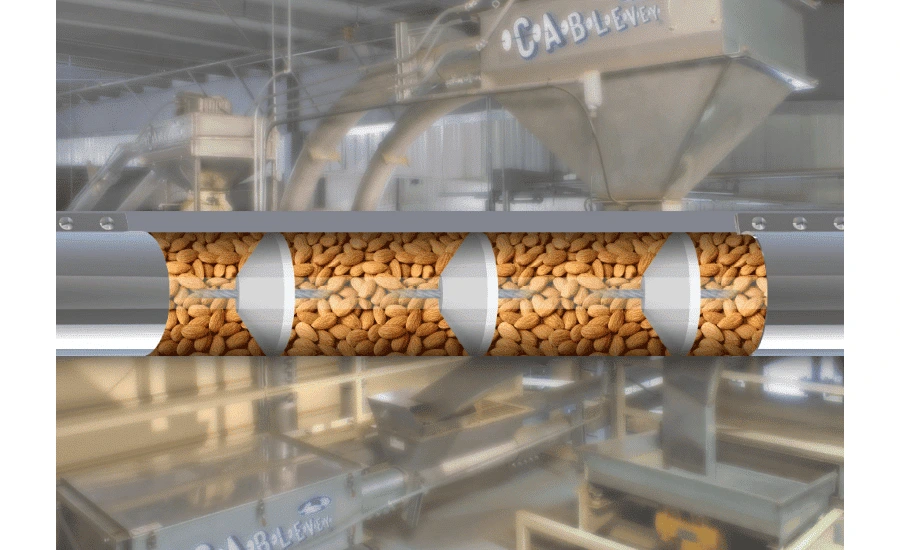
Tubular drag conveyors consist of a closed tube that is typically made of stainless steel. This tube is equipped with a series of evenly spaced solid discs that are connected to a chain or a cable. The chain or cable runs the length of the tube and is driven by a motor at one end. As the chain or cable moves, the discs move along with it, causing the material in the tube to be conveyed from one end to the other.

Key Differences Between Tubular Chain and Cable Conveyors in Food Processing
One of the main differences between tubular chain conveyors and tubular cable conveyors is that the cable in cable conveyors is sealed in nylon, meaning that it doesn’t come in direct contact with the product being conveyed. This makes cable conveyors better suited for conveying food products than chain conveyors. Tubular drag cable and disc conveyors offer many advantages over other types of conveyors, especially when it comes to food processing:
- They are completely closed conveyors, which prevents contamination and cross-contamination.
- They are easy to clean and sanitize. Cablevey food-grade conveyors are especially efficient here with their clean-in-place mechanisms.
- They can handle fragile materials without damaging them. The discs create “pockets” of space where the conveyed material sits. These prevent the material from being jostled or crushed as it moves through the conveyor.
- They are energy-efficient.
- They have a low noise level.
- They generate virtually no dust, mostly due to their enclosed design.
- They are incredibly low maintenance and highly reliable.
- They are flexible enough to fit into almost any floor space, no matter the facility layout.
If you are looking for a conveyor solution for your food processing operation, tubular drag conveyors are an excellent option. They offer a number of advantages that make them well-suited for this type of application. When selecting a tubular drag conveyor system, it is important to work with a reputable manufacturer who has experience in the food processing industry. This will ensure that you get a system that meets your specific needs and that is built to last.

Key Considerations and Effective Solutions for Food Processing Facilities
The question of capacity and throughput is a significant one when considering the right conveyor for your food processing facility. Both factors are important when making a decision, as are the overall reliability and energy efficiency of the conveyor system. Some ideas for increasing conveyor throughput without outright purchasing a new conveyor include:
- Eliminating bottlenecks,
- Introducing buffering and accumulation zones,
- Speed control,
- Better operator training.
Remember that while a bigger and faster conveyor technically will have a higher capacity and throughput, it may not be the best solution for your facility. Be sure to consult with a conveyor expert to find the best system for your needs. Tubular cable and disc conveyors offer an enclosed, efficient, and reliable means of conveying food products of all shapes and sizes. They are easy to clean and sanitize and require little maintenance. By their very design, they are ideal for meeting the unique challenges of the food processing industry.
Implement High Capacity Conveyors in Food Processing With Cablevey Conveyors
If you are interested in learning more about how tubular cable conveyors could work for your food processing operation, contact Cablevey Conveyors today. Cablevey Conveyors is a worldwide tube conveyor manufacturer that engineers, services, and installs tubular cable and disc conveyors in over 65 countries. We would be happy to answer any questions you have and help you find the right system for your needs, whether it’s a custom conveyor belt for food or industrial conveyor belt for the warehouse..
FAQ
What Are the Main Factors to Consider When Choosing a Conveyor System for a Food Processing Facility?
The main factors include energy efficiency, noise levels, dust generation, and downtime due to maintenance. In addition, the conveyor’s capacity and throughput are also important considerations.
How Can I Increase My Conveyor’s Throughput Without Purchasing a New One?
Several strategies can help increase throughput, including eliminating bottlenecks, introducing buffering and accumulation zones, controlling the speed, and improving operator training.
Why Do Conveyor Capacity and Throughput Matter in Food Processing Operations?
The conveyor capacity and throughput are crucial for maintaining the efficiency and productivity of the operation. The higher the capacity and throughput, the more food products can be processed in a given time.
How Do I Know if a Bigger and Faster Conveyor Is the Best Solution for My Facility?
While a bigger and faster conveyor may technically have higher capacity and throughput, it may not always be the best solution. It’s recommended to consult with a conveyor expert to find the system that best fits your needs.
What Are the Benefits of Tubular Cable and Disc Conveyors?
Tubular cable and disc conveyors are enclosed, efficient, and reliable. They can convey food products of all shapes and sizes, are easy to clean and sanitize, and require little maintenance, making them ideal for food processing facilities.




