Hilltop Ranch Inc., Ballico, California, a family-owned almond processing corporation that processes 50 million pounds of almonds each year, recently chose Cablevey Cable Conveyor Systems for their almond processing plant. Industry changes made it necessary for owners David and Christine Long to modify their processing operations. While planning plant modifications, they decided to replace open-belt conveyors with dust-free equipment.
The Safety Hiccups With the Salmonella Incidents in 2001 and 2004
California, the only US state with a commercial almond industry, produces 1.33 billion pounds of almonds annually. In 2001 and again in 2004, the almond industry was stunned when isolated incidents of salmonella poisoning were traced back to a California almond ranch. Although the incidents were extremely limited, the Almond Board of California, representing almond growers and processors, took proactive action to ensure that this wouldn’t happen again.
Response of the Almond Board of California
The Board drafted a voluntary food safety plan that, in the Fall of 2007, became a federal marketing order. It mandated that all almonds sold to US consumers be pasteurized. This excepts nuts exported to other countries or sold to certain processors who will be further treating them with heat – for example, oil roasting them for snack products. Primary pasteurization requirements include killing any potentially harmful bacteria and not affecting the almonds’ appearance or taste.

The Longs – Pioneers in Almond Safety and Quality
As active members of the Almond Board, the Longs determined to make their plant a model that would demonstrate effective and efficient almond handling and incorporate pasteurization into the process. The Longs chose to revamp their production process using one of the newer pasteurization methods – brief exposure to hot steam.
David Long and the company’s quality manager, Charlie Jahn, consulted with various equipment suppliers, studied equipment capabilities, and developed an innovative processing line with lots of custom equipment, including specially designed pasteurizing and cooling equipment. In November 2007, Hilltop Ranch opened its facility to other nut processors to show its completed processing line and demonstrate what can be done with ingenuity and planning. Powder and Bulk Engineering was pleased to be able to attend this plant tour.
Preventing Almond Attrition in Their Almond Processing Plant
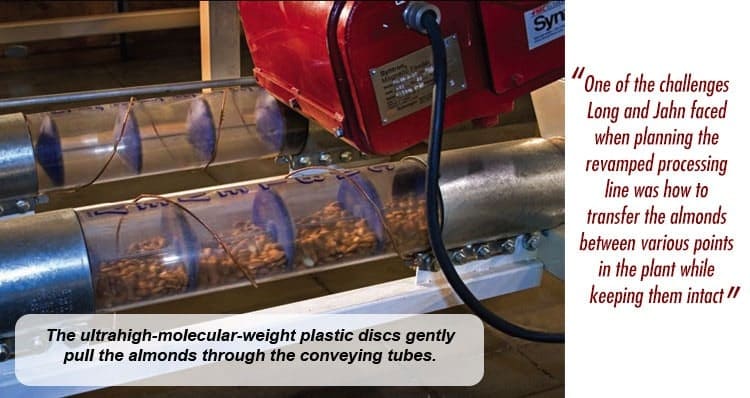
Top-quality nuts with no imperfections are key to the company’s success, and one of the challenges Long and Jahn faced when planning the revamped processing line was how to transfer the almonds between various points in the plant while keeping them intact. This task became more complex when the pasteurization process was added because the almonds now had to endure more handling. They had to be conveyed to more places in the plant, picked up and dropped off several times, and conveyed around equipment that didn’t formerly exist. Gentle handling was a must.
Assessing Previous Conveying Techniques and Planning Improvements
In the past, systems such as an open conveyor belt system carried the almonds from bins, elevators, and cleaning and sorting stations to the final boxing area. These conveyors that entailed a belt conveyor system handled the nuts adequately. However, because they were open, almond dust escaped the belts, leaving a coating of dust on the floor and equipment. This resulted in significant housekeeping time and effort.
So when Long and Jahn began planning the new process, they wanted to use an enclosed conveying system that would be able to make several pickups and drop-offs and be virtually dust-free. In addition, the system would have to fit the plant’s fairly limited space, which was now complicated by the addition of the pasteurization equipment.
The Search for a New Conveyor Solution
Long and Jahn experimented with aeromechanical and pneumatic conveyors, but both damaged the nuts unacceptably. Jahn did more research and saw an ad for a tubular drag conveyor in Powder and Bulk Engineering. At first glance, the system resembled an aeromechanical conveyor, but the ad promised gentle handling, so Jahn called the supplier, Cablevey Conveyors, Oskaloosa, Iowa. The supplier told Jahn that, unlike an aeromechanical conveyor, the tubular drag conveyor uses no air to move material through the conveying tube, which helps minimize attrition and dust.
Testing the Tubular Drag Conveyor’s Efficacy
Intrigued, Jahn sent a 100-pound sample of almonds to the supplier to test in the tubular drag conveyor. The closed-loop test system is 33 feet long, including 20 horizontal feet and 13 vertical feet. The supplier first ran the nuts through the test system three times, taking samples at the end of each run. The vertical drop had the potential to abuse the nuts significantly. However, the samples showed “no noticeable change,” says Jahn. “There were no chips or even scratches on the nuts’ fragile skin.”
Then the supplier ran the nuts through the system several times, “something we would never do in actual production,” says Jahn. Again, the results were outstanding. Jahn says there was breakage but no sign of buildup on the discs inside the tube or in the drive mechanisms: “These were the results I was looking for.”
The supplier sent a detailed report of the tests to Jahn and also returned the almonds that had gone through the testing procedure. Jahn analyzed the nuts and found that their perfect condition supported the results reported by the supplier’s engineers. Jahn and Long decided the tubular drag conveyors would be right for the company’s operation and began working closely with the supplier to plan the facility’s conveying system layout.
The Cable Conveyor System
Hilltop Ranch’s tubular drag cable conveyor system consists of five Super 6 conveyors that connect to various pieces of equipment and one Super 2 conveyor that’s used for carrying frequent in-line samples to the company’s test lab. Each tubular drag conveyor consists of two stainless steel conveying tubes, a cable-and-disc assembly, a drive unit, a tension turnaround unit, and one (or more) material inlet and outlet.
Specifications of the Conveying Tubes
Depending on a company’s application, each conveying tube of our bulk material handling equipment is 2, 4, or 6 inches in diameter and may have one (or more) transparent polycarbonate inspection section that allows observers to see what’s happening in the system. The conveying tubes may be straight or curved, of various lengths, and laid out in various configurations, including vertical, horizontal, or angled parallel lines, a loop, or multiple-corner shapes.
Details of the Cable-and-Disc Assembly
At the core of Hilltop Ranch’s innovation in almond conveyance is the sophisticated cable-and-disc assembly system, which plays a pivotal role in the efficient and gentle transportation of almonds. This system, meticulously crafted and integrated, comprises several crucial components delineated below:
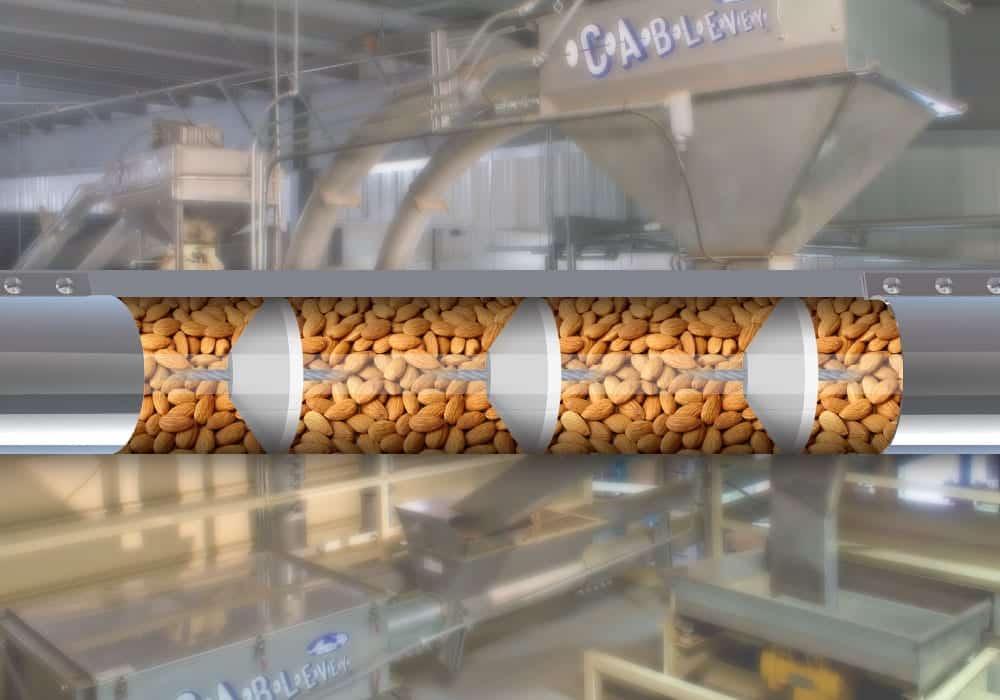
- Component makeup – the assembly features the supplier’s Ultra-Flex stainless steel cable paired with ultra-high-molecular-weight (UHMW) plastic discs.
- Disc attachment – the discs are sized to fit the conveying tube and are attached at regular intervals, generally 2 or 6 inches, depending on the application.
- Operation – this assembly functions in an endless loop, moving from the turnaround unit, through the conveying tube and the drive unit, and then back through the return tube to the turnaround unit again.
- Material handling – as the assembly moves, the material is picked up at one (or more) inlet and discharged through one (or more) outlet.
This intricate system harmonizes the process of material handling, ensuring a streamlined operation that not only preserves the integrity of the almonds but also augments the efficiency of the entire production line. The careful orchestration of these components showcases the blending of innovation with practical utility, serving as a benchmark in the industry.
Functional Units of the Conveyor System
The drive unit provides power to move the cable-and-disc assembly through the conveying tubes. The tension turnaround unit maintains the proper cable tension. Each tubular drag conveyor may have one (or more) inlet and outlet of various types. System components are connected with compression couplers and gaskets, making the system totally enclosed and dust-free.
Customization and Performance Specifications
The system is customized to suit each customer’s application and includes a 1- to 5-horsepower single- or variable-speed motor that provides material transfer rates of less than 100 to 1,240 ft3/h. The almond processing company’s tubular drag conveying system uses one 5-horsepower variable-speed motor on each tubular drag conveyor. The cable moves at a low maximum speed of 1.6 mph (140 fpm), with each disc gently pulling almonds about 1,000 ft3/h, or up to 40,000 lb/h.
The New Production Line
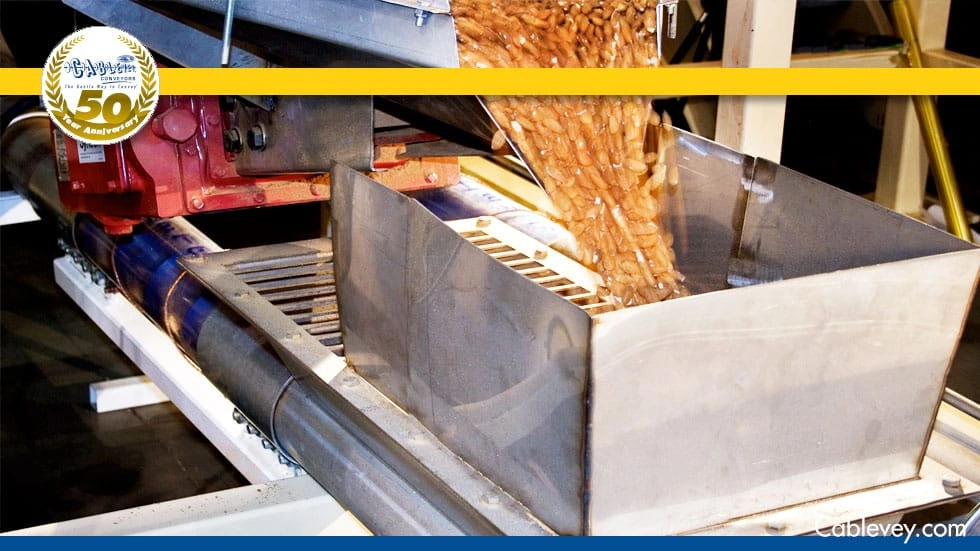
At Hilltop Ranch, shelled almonds are filled into large bins outside the plant and then moved inside. A bin dumper elevates a bin and dumps the nuts onto a shaker, which drops them into a laser sorting line for electronic cleaning. This sorts out defective nuts, bits of shell, and other debris. The good nuts discharge to an elevator, which carries them upward to bins above a sorting room. The nuts are then discharged down chutes to sorting tables, where workers manually grade them by size and other criteria.
Stages of Processing and Conveyance
The graded nuts discharge to another elevator, passing through a metal detector before moving into a tubular drag conveyor, which takes them to a large twin holding tank that holds 50,000 pounds in each of its two sections. At the proper time, the almonds discharge from the holding tank into another tubular drag conveyor, which transports them to a diverter valve that directs them either to the pasteurization process or a metal detector and boxing area.
The Boxing Process and the Pasteurization for Selected Nuts
The nuts sent to the boxing area travel in a tubular drag conveyor to a spiral elevator, which gently allows the nuts to descend by gravity into 50-pound boxes. The boxes will be sent to various customers, including confectioners, mixed-nut purveyors, and others.
The nuts sent to the pasteurization process are moved by another tubular drag conveyor, which takes them to the top of the pasteurization tank. Here, the nuts have a controlled 10- to 12-second fall through 220ºF steam. They discharge to a fluid-bed gyratory dryer where excess moisture is removed, then are conveyed by a tubular drag conveyor into a cooler. Here, they fall by gravity down a perforated cone that exposes them to 65ºF cool air, which helps cool the inside of the almonds. From the cooler, another tubular drag conveyor carries the nuts upward to the metal detector and box-filling station.

Gentle, Dust-Free Operation
During the new pasteurization line’s first three months, the plant operated the conveying system for 1,400 hours. “The conveyors are working out very well,” says Jahn. “Compared to other systems we tried, they’re more dust-free and easier to clean, and they handle the almonds a lot more gently.”
He says that the plant’s maintenance people did the entire installation themselves. “Assembly is straightforward, and the supplier’s support staff was very helpful when we had questions. They’re easy to work with,” he says. Dexter Long, the company’s vice president of operations, says that there was a slight learning curve when they first installed the conveyors. “The conveyors have limit switches, so if the tension on the cable is too much or too little, the conveyor shuts off. But once we got the hang of that, it’s been smooth going ever since. In fact, I wouldn’t consider starting a new line with anything other than this supplier’s conveyors.”
If you’re interested in elevating your food processing, partner up with Cablevey Conveyors and let us create a customized solution for your space. Contact us today and let’s work together towards your success, no matter whether you need a custom conveyor belt for your warehouse or an industrial conveyor belt for food.




