In the realm of pet and animal food production, the journey from raw materials to packaging demands meticulous attention to hygiene and product integrity. Recognizing these critical needs, Cablevey Conveyors prevents contamination for pet food processors by offering an innovative solution. Many manufacturers are transitioning away from traditional “open” conveying systems in favor of enclosed ones.
Cablevey Conveyors rises to this challenge with its enclosed conveyor systems, designed to safeguard against contamination and preserve product quality. Embracing innovation in conveyor technologies, we offer solutions that align with the rigorous standards set by the Food & Drug Administration’s Food Safety Modernization Act.
Cablevey Prioritizes Hygiene and Product Integrity
If you are in pet and animal food production, you know that achieving the highest levels of hygiene and product integrity is not just a goal but an absolute necessity! The switch from the traditional open conveying system to Cablevey’s enclosed tubular conveyor represents a significant advancement in meeting these critical objectives.
This strategic move ensures the safe transport of raw materials through every stage of production and significantly diminishes the risk of contamination. With Cablevey Conveyors’ systems, processors can confidently maintain the purity of their products, fulfilling stringent regulatory requirements and consumer expectations for quality and safety.

The Advantage of Cablevey Enclosed Conveyors
Cablevey’s clever conveyors offer a transformative solution while emphasizing safety, efficiency, and cleanliness. This innovative conveyor manufacturing addresses the industry’s unique challenges, from preventing cross-contamination to ensuring fast and hygienic production line changeovers. Cablevey’s tubular conveying system stands out as a superior choice for businesses aiming to optimize profit and maintain the highest quality standards in their products.
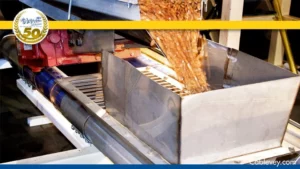
Ensuring a Clean, Dust-Free Environment
The design of tubular drag systems prevents dust escape, maintaining a clean, safe, and dust-free working area. This significantly lowers the risk of dust explosions, especially with powdered products.
The Owner of Butler, Mo. Jim Moline utilizes this technology in his pet and animal feed production facilities. He highlights its effectiveness in minimizing cross-contamination and product loss, thereby boosting safety and profitability.
Broad Applications in Food Processing
Cablevey Conveyors offers specialized mechanical conveyor systems used globally in the animal and pet food industry for various product forms, including pellets and powders. Their designs support a wide range of product types and can handle significant volumes, demonstrating versatility and efficiency.
The Challenge of Cleaning Conveyor Belts
Traditional systems like bucket elevators and a belt conveyor system pose significant cleaning challenges during production changes. They consume precious time and risk product contamination. Closed industrial conveyor systems vary in their ease of cleaning, with some, like pneumatic conveyors, still presenting difficulties due to their operational nature.
Advantages of Tubular Drag Cable Conveyors in Cleaning
Tubular drag cable conveyors provide several cleaning options, from dry to wet methods, ensuring thorough cleanliness and minimizing cross-contamination risks. Moline emphasizes the ease of maintaining these systems, contributing to a more productive and satisfied workforce.
Challenges With Traditional Conveying Systems
Traditional conveying systems, while widely used in the past, present significant drawbacks in modern pet and animal food processing environments. These open systems are prone to environmental contamination, making it challenging to maintain the stringent hygiene standards required by today’s regulatory guidelines.
Additionally, their design often leads to increased product loss and cross-contamination risks, alongside cumbersome cleaning and maintenance demands. This not only impacts operational efficiency but also compromises product quality and safety, highlighting the urgent need for more secure and sanitary conveying solutions.
Furthermore, a major drawback of open conveyors is their inability to contain dust and fine particles. This can lead to product loss and serious contamination threats, including dust explosions. Moline explains, “Open conveying equipment, especially at high speeds, generates considerable dust. This not only risks cross-contamination but also the loss of product and potential dust explosions if not properly managed.”
Finally, open conveyors, particularly in environments not climate-controlled, allow hygroscopic products to absorb moisture. This can cause products to expand or clump, compromising quality and complicating the cleaning process.

Cablevey Conveyors Is Beyond Contamination Prevention
Jim Moline is the owner of the pet food manufacturer Moline Enterprises in Butler, Missouri, and the animal feed processor International Commodity Services in Kansas City, Kansas. He highlights the dual challenge of preventing cross-contamination and ensuring efficient line changeovers without compromising sanitary conditions.
In the world of pet and animal food manufacturing, the process of switching production lines quickly and cleanly is becoming increasingly critical. Manufacturers now frequently alternate between different product lines within a single shift or day while still being expected to uphold high standards of cleanliness and avoid contamination.
Moreover, minimizing product shrinkage or damage, like crushed pellets or broken flakes, is vital for maintaining profit margins. It also ensures product quality for pet and animal food companies. This concern drives the need for conveying equipment that can handle materials gently.
To address these challenges, more pet and animal food manufacturers are adopting enclosed conveying systems, such as tubular drag conveyors. These systems are designed to contain dust and small particles, reducing the risk of cross-contamination. They also make cleaning much easier or even automated, ensuring the safe and efficient transport of sensitive materials with minimal loss or damage.

Cablevey Is Committed to Secure, Efficient, and Clean Pet Food Processing
Step into the future of pet and animal food processing with one of the leading conveyor systems manufacturers. Whether you’re looking to prevent contamination, streamline production, or ensure easy cleaning and maintenance, Cablevey’s tubular conveyor engineering will meet your needs. Embrace the peace of mind that comes with our conveyor installation supervision and industry-leading technology designed for safety, efficiency, and quality. Contact Cablevey Conveyors today and elevate your processing standards.